搜索
搜索

無損探傷
所屬分類
無損檢測
產品描述
X射線檢驗
測試范圍:
全焊透的對接焊縫、T型接頭、支接管等。
射線檢驗是檢驗焊縫內部缺陷準確而可靠的方法之一,它可以顯示出缺陷在焊縫內部的形狀,位臵和大小。 X射線檢驗的原理:它是利用X射線高能射線程度不同地透過不透明物體,使照相底片得以感光,從而進行焊接檢驗。 焊縫在射線檢查之前,必須進行表面檢查,表面上的不規則程度應不妨礙對底片上缺陷的辨認,否則應加以休整。
超聲波檢測技術
測試范圍:
全焊透的對接焊縫、T型接頭、支接管等。
超聲檢測技術等級分為A、B、C三個檢測級別。超聲檢測技術等級選擇應符合制造、安裝、在用等有關規范、標準及設計圖樣規定。
不同檢測技術等級的要求
1.A級檢測 A級檢測技術適用于與承壓設備有關的支承件和結構件焊接接頭檢測。
2.B級檢測 B級檢測技術適用于一般承壓設備對接焊接接頭的檢測。
3.C級檢測 C級檢測技術適用于重要承壓設備對接焊接接頭檢測。采用C級檢測時應將焊接接頭的余高磨平。
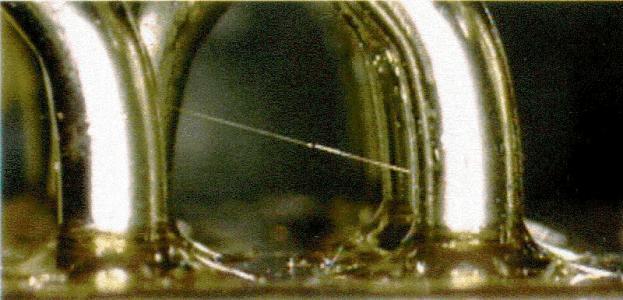
母材檢測的要點如下:
檢測方法:接觸式脈沖反射法,采用頻率2MHz~5MHz的直探頭,晶片直徑10mm~25mm。
檢測靈敏度:將無缺陷處第二次底波調節為顯示屏滿刻度的100%。
凡缺陷信號幅度超過顯示屏滿刻度20%的部位,應在工件表面作出標記,并予以記錄。

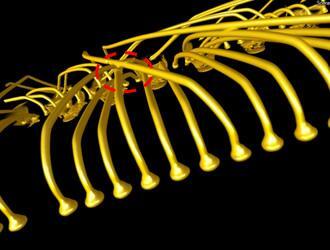
雙孔測定探頭前沿及K值的示意圖
缺陷位置的測定
水平定位法: 當儀器按水平1:n調節掃描速度時,應采用水平定位法來確定缺陷的位置。若儀器按水平1:1調節掃描速度時,那么顯示屏上缺陷波前沿(模擬機)所對應的水平刻度值就是缺陷的水平距離。 深度定位法當儀器按深度1:n調節掃描速度時,應采用深度定位法來確定缺陷的位置。若儀器按深度1:1調節掃描速度時,那么顯示屏上缺陷波前沿(模擬機)所對應的水平刻度值就是缺陷的深度。










.jpg)
